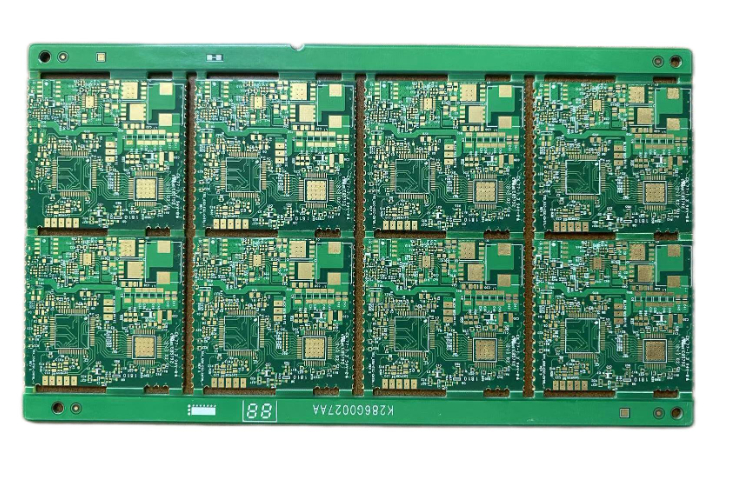
层数是 PCB 定制的重要参数之一,直接关系到电路板的线路密度、信号完整性与生产成本,合理的层数设计需在性能需求与成本控制之间找到较佳平衡点。PCB 板按层数可分为单面板、双面板及多层板(四层、六层、八层甚至更多),单面板与双面板结构简单、成本较低,适用于线路简单的低端电子设备,如玩具、小型家电等;多层板则通过增加内层线路,实现更高的线路密度,同时可通过设置接地层、电源层优化信号屏蔽与电源稳定性,适用于智能手机、计算机、工业控制模块等复杂设备。在 PCB 定制的层数设计中,工程师会先梳理产品的元器件数量、线路复杂度及信号传输要求,初步确定层数范围,再通过仿真测试验证不同层数方案的性能表现,选择既能满足信号完整性、抗干扰等性能需求,又能避免层数过高导致成本浪费的较优方案。例如,对于元器件密集的智能手机主板,通常采用八层或十层板设计;而对于简单的传感器模块,双面板或四层板即可满足需求。富盛电子 PCB 定制,快速响应需求,合作体验更舒心。厦门十二层PCB定制
富盛电子高度重视 PCB 的表面处理工艺,通过*的处理技术,提升产品的导电性、耐腐蚀性与焊接性能,延长使用寿命。公司提供多种表面处理方案,包括沉金、镀金、镀锡、OSP 等,可根据客户的应用场景与需求进行选择。例如,沉金工艺能提供良好的导电性与抗氧化性,适配高频、*的 PCB 产品;镀金工艺则具备优异的耐磨性与稳定性,适用于连接器、按键等经常接触的部位;OSP 工艺环保无污染,能有效提升焊接可靠性。表面处理过程中,采用自动化生产设备与严格的工艺参数控制,确保处理层均匀、附着力强,避免出现脱皮、氧化等问题。每块经过表面处理的 PCB 都将进行严格检测,确保符合相关标准,为后续的组件焊接与产品装配提供良好基础,让 PCB 产品在各种使用环境下都能保持优异性能。中山PCB定做富盛 PCB 线路板客户复购率超 85%,与上千家企业合作,含多家行业前列企业。
医疗设备关系到患者的生命安全,对 PCB 的安全性、稳定性与准确度要求极高,富盛电子深耕医疗设备 PCB 领域,提供符合行业标准的品质高的产品。公司严格遵循医疗行业的安全合规要求,选用生物相容性好、无有害物质的环保基材,生产过程在洁净车间进行,避免污染,确保产品符合医疗设备的使用规范。针对医疗设备的*需求,采用准确的线路制作工艺与严格的质量控制流程,保障 PCB 的信号传输准确,设备运行稳定可靠。可根据不同医疗设备的功能需求,提供定制化设计与生产服务,例如为诊断仪器提供高频、高灵敏度的 PCB,为设备提供高稳定性、抗干扰的产品。产品经过长期市场验证,在医疗行业积累了良好的口碑,助力医疗设备企业打造更安全、更*的医疗产品,为健康事业贡献力量。
PCB 的过孔处理工艺直接影响层间连接可靠性,主要包括电镀和塞孔。电镀是在孔壁沉积金属层(通常为铜),使过孔具备导电能力,电镀前需进行孔壁活化处理,去除油污和氧化层,确保镀层结合牢固。电镀铜层厚度需控制在 20μm 以上,以保证载流能力和连接强度,电镀后需进行镀锡或镀金处理,防止铜层氧化。塞孔则是用树脂或阻焊油墨填充过孔,避免焊接时锡膏流入孔内导致虚焊,塞孔后需进行磨板处理,使板面平整,对于高密度 PCB,常采用树脂塞孔后电镀的工艺,确保过孔处表面可焊接。中小批量 PCB 定制,富盛电子性价比之选,*。
供应超声波商标分条机,超音波织唛分条机,超声波分条机
超声波商标分条机,超音波织唛分条机,超声波分条机切割分条:切割分条采用超声波原理,切口自动封边,无熔边、毛边、散边;不需预热,效率高,不发黑、不发焦,切口柔软,美观平整。切刀:瑞士进口圆刀刀具,品质精良;切割点磨损后可改变圆刀角度继续使用,因而相对其它直刀分切的机器的刀具,其使用寿命可延长数倍。2:
0评论2026-04-022
供应纯水设备、电镀涂装纯水处理设备,新长江水处理设备
电镀涂装纯水设备传统的制备工艺通常是采用离子交换树脂进行制取,但采用离子交换树脂通常需要经常性的进行树脂再生,即耗费物力又浪费人工。我们公司经过多年实践,同时结合*新的膜分离技术,采用低压反渗透加离子交换系统(或EDI)相结合用来制备电镀超纯水,该工艺与传统工艺相比具有运行成本低,运行可靠。与*新工艺相
0评论2026-04-022
供应纯水设备、电镀涂装纯水处理设备,新长江水处理设备
电镀涂装纯水设备传统的制备工艺通常是采用离子交换树脂进行制取,但采用离子交换树脂通常需要经常性的进行树脂再生,即耗费物力又浪费人工。我们公司经过多年实践,同时结合*新的膜分离技术,采用低压反渗透加离子交换系统(或EDI)相结合用来制备电镀超纯水,该工艺与传统工艺相比具有运行成本低,运行可靠。与*新工艺相
0评论2026-04-022
供应纯水设备、电镀涂装纯水处理设备,新长江水处理设备
电镀涂装纯水设备传统的制备工艺通常是采用离子交换树脂进行制取,但采用离子交换树脂通常需要经常性的进行树脂再生,即耗费物力又浪费人工。我们公司经过多年实践,同时结合*新的膜分离技术,采用低压反渗透加离子交换系统(或EDI)相结合用来制备电镀超纯水,该工艺与传统工艺相比具有运行成本低,运行可靠。与*新工艺相
0评论2026-04-022
供应滑片泵,防爆滑片泵,滑片泵总厂大量直销
爱信机械设备有限公司专业生产防爆滑片泵/自吸滑片泵/ 汽油滑片泵!!!滑片泵是爱信机械设备有限公司畅销产品!是爱信机械设备有限公司直销产品!是全国唯一少数几家自行生产滑片泵厂家概述 :(1)、HPB系列滑片泵是一种容积式泵。(2)、HPB型滑片泵主要用于输送介质粘度10~200mm2s的润滑油,也适用于输送各种性质类似的化
0评论2026-04-022
供应小型铡草机秸秆切碎机大型铡切粉碎机新阳机械
小型铡草机秸秆切碎机大型铡切粉碎机新阳机械“新阳”小型铡草机,适用于切碎各种青、干草类、谷秸、玉米秸、麦秸等各种饲草,本机具有性能先进、效率高、工作可靠、铡切质量好、操作安全等优点、适用于大小饲养场、奶牛场、农、牧场干、青饲料的切碎及造纸厂的使用生产效率:青草:8000-15000kg/h 干草2000-4000kg/h●钢结
0评论2026-04-022
设计水力自动翻板门|厂家直销河北翻板闸门
设计水力自动翻板门|厂家直销河北翻板闸门,前进水工在污水处理设备行业风生水起。创新引领发展,科技成就收获。我司拥有大批技术专业的员工,以技术实力为基础,生产翻板闸门。在污水处理设备里深受广大需求行业的认可与好评。欢迎前来合作,共同发挥企业已有的整体优势,依靠科技进步和科学管理,进一步调整产业结构,扩
0评论2026-04-022
供应离心式天然气气液分离器 天然气气液分离
离心式天然气气液分离器工作原理:天然气由切线方向从进口管进入,在螺旋叶片的作用下,做旋转运动,由于气体和液体、固体质量的差异,而产生不同的离心力,质量大的液体、固体颗粒所受的离心力大,被甩向外圈,质量小的气体所受离心力小处于内圈,从而使二者分开,液体和固体颗粒由于重力作用沿锥形管下沉至积液包,由排污
0评论2026-04-022
漆雾处理设备,喷漆房废气处理,漆雾分解净化设备
光氧催化特点1、低温深度反应:uv光氧催化可在常温下将空气、水和土壤中有机污染物完全氧化成无毒无害的物质。而传统的高温焚烧技术则需要在极高的温度下才可将污染物摧毁,即使用常规的催化氧化方法亦需要几百*的高温。2、净化彻底:它直接将空气中的有机污染物,完全氧化成无毒无害的物质,不留任何二次污染,目前广泛采
0评论2026-04-022
立式多头钻 防盗网方管钻孔机 升降式钻孔设备 铝合金钻孔
MZ5408气动立式多轴钻床技术参数工作台尺寸:1200x450mm加工深度:100mm钻轴数:8个(可加减)转速:3300r/min电机功率:3kw工作气压:0.6-0.8Mpa外形尺寸:1320x900x1400mm立式钻特点:台面气动自由升降,钻轴数量控生产需要可以加减,钻孔间距可以调节,适用于空心铁,木材,铝材,塑料等材料垂直不规则钻孔打眼
0评论2026-04-022