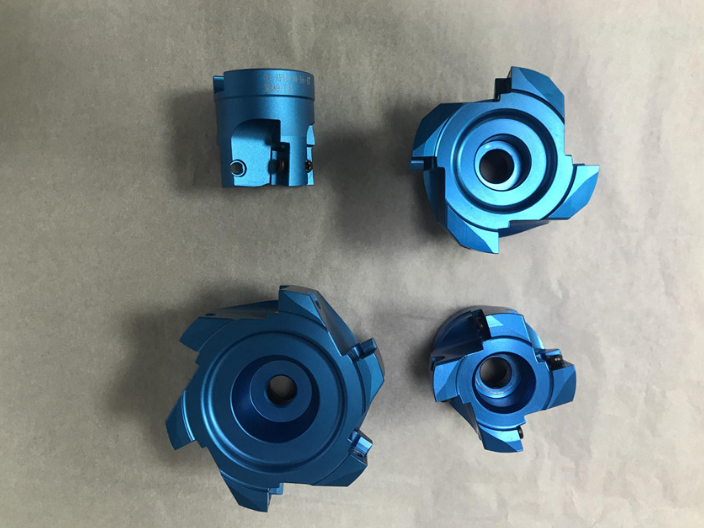
切削刃数对铝刀盘切削性能的影响。1、双刃立铝刀盘和四刃立铝刀盘。与四刃立铝刀盘相比,二刃立铝刀盘持屑槽较大,但截面积比较小,刚性较差。因此,双刃端铝刀盘适用于持屑槽要求大于铝刀盘整体刚度要求的槽切割或钻孔切割。2、加工深槽(槽深宽比大于1)时,如果立铝刀盘持屑槽较小,深圳轻型铝刀盘企业,很容易出现以下问题:①由于切屑堵塞,切削扭矩会会大,严重时可能导致刀具断裂。②切削液不易到达立铝刀盘边缘,边缘不能充分冷却润滑,边缘附近的切屑不能被切削液带走,会导致周边边缘磨损异常。③即切削刃越长,切削阻力越大,容易产生振动,深圳轻型铝刀盘企业。铝刀盘可以减小切削力,深圳轻型铝刀盘企业,减少与工件和切屑的摩擦,降低功率需求。深圳轻型铝刀盘企业
铝刀盘研磨完成后,将铝刀盘直立在平台上。如果轴是垂直的,那么所有的叶尖都可以齐平,叶片的偏转角度可以均匀对齐,这样就可以满足要求。这时,也可以在平板上使用90°正方形进行校正。调平后,观察铝刀盘与方头之间是否有间隙或间隙是否均匀。一般来说,先观察两只相对较高的脚(先触底的那两只脚)。如果它们不是垂直的,那么磨高的那只脚,这样相对的两只脚就有相同的高度(也就是垂直的)。这时,这两只脚和另外两只相对的脚之间有一个高度差,铝刀盘就会摆动。这时,同时降低两个较高的脚。同样,将铝刀盘旋转90°,观察另外两个相对的支脚的垂直度,使4支脚同时触底,使铝刀盘垂直。铝刀盘研磨后。深圳改良版铝刀盘加工铝刀盘是盾构机再制造通用技术条件。飞刀盘,{CNC铣床飞刀盘},数控刀盘。
立铝刀盘切十字排屑槽技术。如果四刃立铝刀盘端面前方没有圆槽,则需要用砂轮的圆角对铝刀盘进行磨边。按螺旋槽方向重新打开十字槽,深度约为1-2mm(太深易开裂,太浅不易磨出二次后角)。开槽时,砂轮侧面不能碰到另一个下边(注意:这个十字槽具有去屑功能。如果不打开,则应增加中间凹陷的边的角度)。立铝刀盘刃口磨削技术。①单独打磨每条边时,以每条边的刀尖为基准,以刀尖为原则,磨削前角(无断边则不磨削)、后角、二次后角(若切削量大,要求强度较好,建议增大刀具前刀片的楔角)、刀片倾角。②后侧角为6°~8°,边缘倾角为1°~3°,后侧副角为30°~45°。背角的选择应根据工件的硬度来改变。如果材料硬度大,夹角就会小;选择叶片倾斜角度的原则是四个叶片都须向中间凹陷。角度越平坦,粗糙度精度越好。此时加工深度越深(如2mm以上但在允许范围内),粗糙度精度越好,因为整个切削刃都参与到切削结果中。
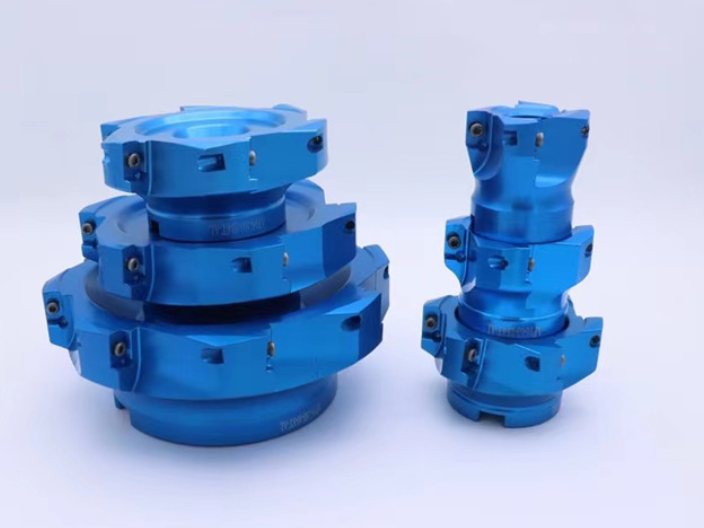
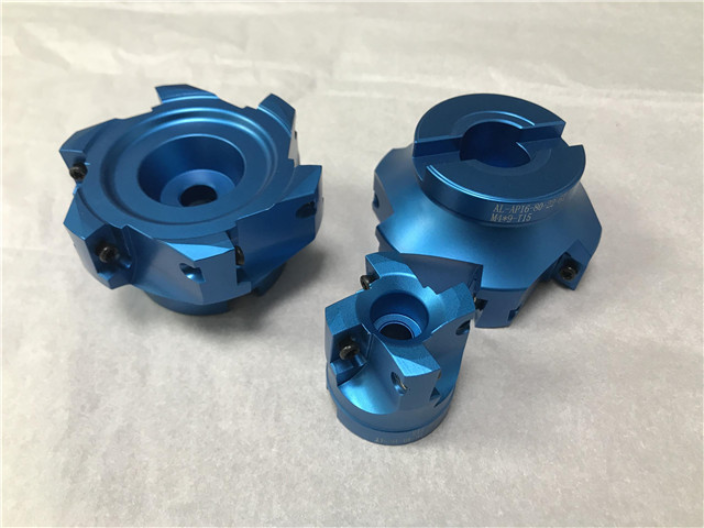
三面铝刀盘:用于加工各种槽和台阶表面,以及刀齿的两侧和圆周。角铝刀盘:用于铣削成一定角度的槽,有单角铝刀盘和双角铝刀盘两种。锯片铝刀盘:用于加工深槽和切割工件,铝刀盘的圆周有更多的齿。为了减少铣削过程中的摩擦,铝刀盘齿在两侧具有一对偏转角。此外,还有键槽铝刀盘、燕尾槽铝刀盘、T形槽铝刀盘和各种形状的铝刀盘。根据铝刀盘的结构分为:1.一体式:刀体和刀齿合为一体。2.整体焊接齿轮类型:刀齿由硬质合金或其他耐磨工具材料制成,并钎焊在刀体上。3.插入式:刀齿通过机械夹紧固定在刀体上。可更换的工具齿可以是整体工具材料的工具头或焊接工具材料的刀头。刀头安装在刀体研磨铝刀盘上,称为刀体研磨;夹具上的刀头磨削称为外磨削型。4.可转位式:这种结构已普遍应用于面铝刀盘、端铝刀盘和三边刃铝刀盘。铝刀盘可选用大进给速度。
铝刀盘的解决装配配合的问题。在整个装配过程中大部分都是开环装配,精度无法检测,以前只能装配后铝刀盘再精加工,以弥补装配及零件自身的误差,现在装配完成后必须解决精度检测。通过多次试验并论证,终采用在检验平台上安装高精度的直线导轨,选用THK品牌,采用SP超精密精度等级,导轨精度为1.5μm/300mm,安装于装配平台上,与精密垫铁之间平行达0.003/300mm,这样的精度完全满足铝刀盘的精度检测要求(0.02/150)。再将试制的铝刀盘按照新的加工方式完成后,通过导轨装置找正。铝刀盘具有较好的尺寸精度。深圳数控铝刀盘材料
铝刀盘的刀刃布置在圆弧过渡区上,承受机器的晃动力,并直接影响成巷毛断面直径。深圳轻型铝刀盘企业
离问题结束还有