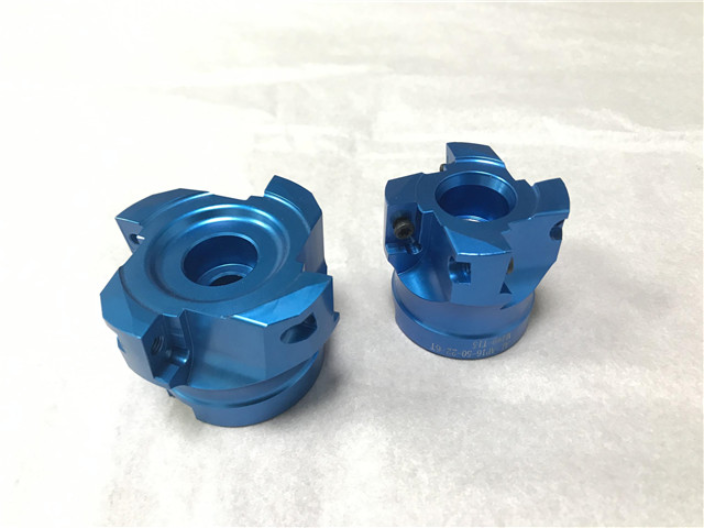
磨铝刀盘有什么好方法?立铝刀盘磨削技术。无论立铝刀盘有多少边,首先刀片的端面要垂直于轴线,这是保证刀片高点能在同一平面上的关键。以下方法可用于校正铝刀盘端面相对于铝刀盘轴线的垂直度。视觉检查。借助平板,将立铝刀盘在平板上的边缘放低,观察左右倾斜角度。然后将铝刀盘旋转180°,观察其左右倾斜角度。如果同一方向两次观测到的倾角不一致,则需要进行磨削,直到同一方向两次观测到的倾角一致为止。然后旋转铝刀盘90°,重复上述动作,深圳高光铝刀盘价格。用正方形表示正确。使用90°直角尺在平板上校准。将铝刀盘与角尺调平后,观察铝刀盘与角尺之间是否有间隙或间隙是否均匀。然后根据间隙判断铝刀盘的垂直度,对铝刀盘进行磨削。自我校准。将端面铝刀盘夹在钻床或铣床的卡盘上,在其下方放置废砂轮,深圳高光铝刀盘价格,选择合适的转速启动机床,然后将铝刀盘向下移动在砂轮上磨削,根据端面磨削情况进行磨削,深圳高光铝刀盘价格。铝刀盘径向回切小于刀具直径的30%时,好的选择是闭齿刀。深圳高光铝刀盘价格
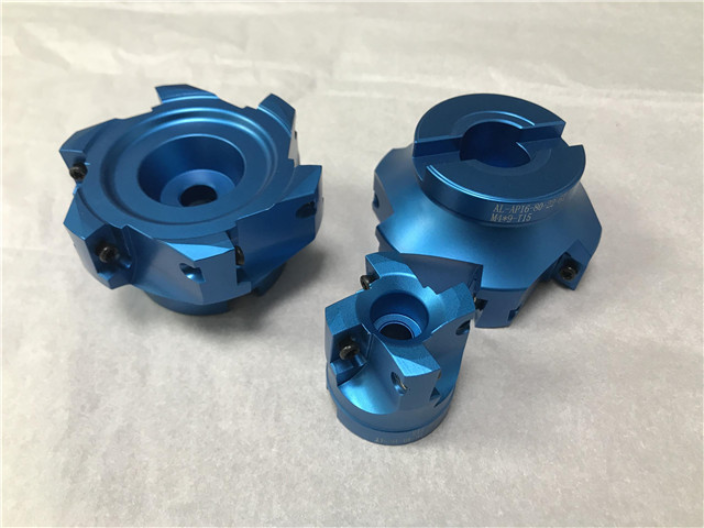
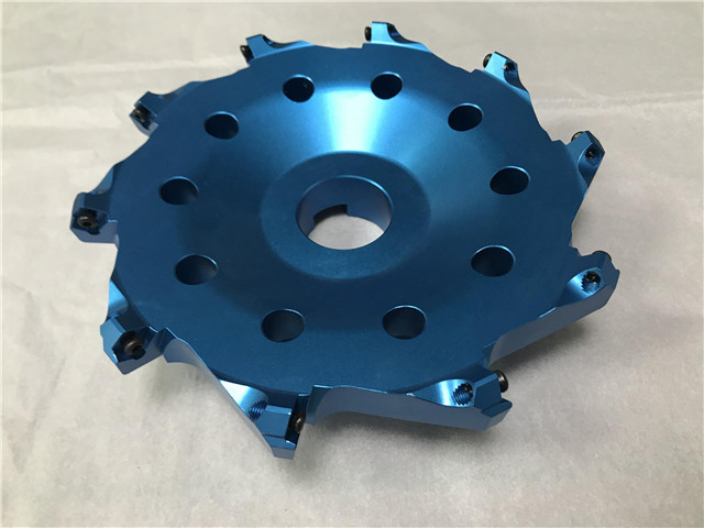
你知道机械加工中常用的铝刀盘吗?一,立铝刀盘。立铝刀盘是数控机床上使用普遍的铝刀盘之一。立铝刀盘的圆柱面和端面上都有刀具。圆柱面上的切削刃为主切削刃,端面分布有辅助切削刃。主切削刃一般为螺旋齿,可增加切削稳定性,提高加工精度。它们可以同时切割,也可以分开切割。但是,由于普通立铝刀盘端面中心没有切削刃,所以立铝刀盘在工作时不能轴向进给。端边主要用于加工与侧面垂直的底面。主要用于平面铣削、槽铣削、阶梯铣削和轮廓铣削。二、三面刃铝刀盘。三面铝刀盘简称三面铝刀盘:三个刃口有后角,刃口锋利,切削轻便快捷。三面铝刀盘可分为直齿三面铝刀盘和交错齿三面铝刀盘。本实用新型主要用于在卧式铣床上加工一端或两端贯通的阶梯面和浅槽。除了在圆周上有主切削刃外,三侧刃铝刀盘两侧还有辅助切削刃,改善了切削条件,提高了切削效率,降低了表面粗糙度值。但再磨后宽度变化较大,三面插铝刀盘可以解决这一问题。深圳复合式铝刀盘品牌铝刀盘主偏转角越小,越有利于进给阻力的方向。
立铝刀盘类型及形状:立铝刀盘的类型和形状可按周边边、底边、刀柄和颈进行分类。不同的类型有不同的形状和特点,应用也不同。螺旋角的影响。立铝刀盘的螺旋角越大,工件与切削刃之间的接触长度就越长。这减少了单位长度切削刃上的负载,从而延长了刀具寿命。但与此同时,切削阻力会变大,因此需要考虑使用夹紧刚度高的刀架。螺旋角和切削阻力。切向切削阻力随螺旋角的增大而减小,轴向切削阻力随螺旋角的增大而增大。螺旋角和前角。随着螺旋角的增大,立铝刀盘的实际前倾角增大,切削刃变得更锋利。
铝刀盘利用平均切屑厚度和切削速度优化加工工艺,特别是当径向回切相对于刀具直径较小(不超过30%)时。刀具和刀片(硬质合金材料、几何角度和尺寸)的选择应与所选切削参数组合一致。刀具的夹紧应尽量短而牢固,并始终选择满足加工要求的刀具直径。密齿刀具切屑空间小,但稳定性高,可采用较高的进给速度。当径向回切小于刀具直径的30%时,好的选择是闭齿刀。对于槽铣削,标准螺距和稀疏刀具是好的选择。如果对表面粗糙度的要求不高,应尽量选择高的进给速度。特别是在加工不锈钢、合金和钛合金时,为了避免表面加工硬化,有必要提高进给速度。但是,每颗牙齿的进给量不能超过。将铝刀盘做成从内腔换刀, 使换刀工作不受岩巷地质状况的影响,换刀与检查都 比较安全。
离问题结束还有