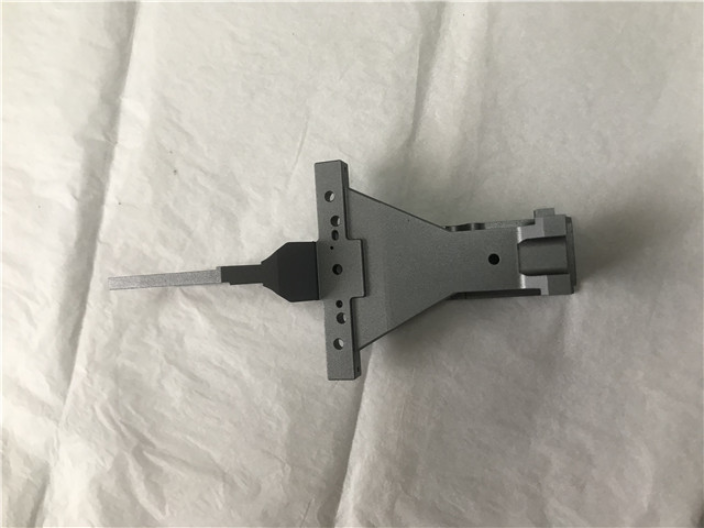
机加件加工的常见问题:采用跟刀架车削细长轴时,产生“竹节形”的原因是什么?应如何使用跟刀架?采用跟刀架车削细长轴时,产生“竹节形”的原因是跟刀架支承爪与工件的接触压力过大。正确使用跟刀架的方法是:(1)、支承爪在已加工表面上的支承位置与刀具之间的距离在10mm以内。(2),深圳零件机加件加工厂、控制背吃刀量,在整个轴长上能切除毛坏余量,不留黑疤和斑痕。(3)按后、下,深圳零件机加件加工厂、上的顺序,用手感,深圳零件机加件加工厂、耳听、目测等方法调整支承爪轻微的接触到外圆为止,使各爪保持相同的微小间隙,并可自由活动。机加件加工机床自动化程度高,可以减轻劳动强度。深圳零件机加件加工厂
机加件加工相关问题:一、按夹具使用范围,机床夹具如何分类?1.通用夹具。2.专门使用夹具。3.可调整夹具和成组夹具。4.组合夹具和随机夹具。二、工件以平面定位,常用的定位元件有哪些?并分析消除自由度情况。工件以平面定位.常用的定位元件有。1.固定支承。2.可调支承。3.自位支承。4.辅助支承。三、工件以圆柱孔定位,常用的定位元件有哪些?并分析消除自由度情况。工件以圆柱孔定位,常用的定位元件有1心轴2.定位销。四、工件以外圆表面定位,常用定位元件有哪些?并分析消除自由度情况。工件以外圆表面表面定位.常用的定位元件有V形块。五、工件以“一面两销”定位,如何设计两销?1.确定两销中心距尺寸及公差。2.确定圆柱销直径及其公差。3.确定菱形销宽度直径及其公差。深圳五金机加件加工定制机加件加工精密五金加工操作规范:进行产品加工时,操作员要保持正确的姿态。

机加件加工要注意哪些主要问题,车削细长轴时,采用反向进给比正向进给有什么益处?一般情况下,细长的物体受压容易弯曲,受拉不易变曲。采用正向进给(由尾座向主轴箱方向进给)车削时,由于工件装夹在卡盘中,切削时产生的轴向分,力指向主轴箱使工件受压,容易使细长轴弯曲。而采用反向进给(由主轴箱向尾座方向进给)车削时,切削产生的轴向分力,将工件拉向尾座,如果此时的顶紧力较小或采用弹性回转,工件就处于受拉状态,不易造成弯曲而减小了细长轴的变形。
传统的铣削加工有两种相对运动方式,一种就是像上图这样,被加工的工件固定不动,完全依靠铣刀坐上来自己动旋转和平移;而另一种如下图所示,铣刀单纯做旋转运动,工件可以沿着前后、左右、上下三个方向移动。铣刀是一种多刃刀具,在每一转的铣削加工中,铣刀每个刀刃只参与一次切削,其余时间停歇有利于散热。这样一来,比起单刃的车刀,铣刀的切削效率也更高。不同形状的铣刀可以完成各种平面、台阶面、凹槽、腔体的加工。而铣削时的铣削用量由切削速度、进给量、背吃刀量(铣削深度)和侧吃刀量(铣削宽度)四要素组成。机加件加工机床夹具如何分类?1.通用夹具2.专门使用夹具3.可调整夹具和成组夹具。
与普通机床相比,机加件加工的机床有如下特点:1、机加件加工机床加工精度高,具有稳定的加工质量;2、可进行多坐标的联动,能加工形状复杂的零件;3、加工零件改变时,一般只需要更改数控程序,可节省生产准备时间;4、机加件加工机床本身的精度高、刚性大,可选择有利的加工用量,生产率高(一般为普通机床的3-5倍);5、机加件加工机床自动化程度高,可以减轻劳动强度;6、对操作人员的素质要求较高,对维修人员的技术要求更高。机加工工艺基础工件装夹有哪种方法?划线找正装夹。深圳零件机加件加工厂
机加件加工机床加工精度高,具有稳定的加工质量。深圳零件机加件加工厂
离问题结束还有