切削刃数对铝刀盘切削性能的影响,深圳改良版铝刀盘现货。1、双刃立铝刀盘和四刃立铝刀盘。与四刃立铝刀盘相比,二刃立铝刀盘持屑槽较大,但截面积比较小,刚性较差。因此,双刃端铝刀盘适用于持屑槽要求大于铝刀盘整体刚度要求的槽切割或钻孔切割。2、加工深槽(槽深宽比大于1)时,深圳改良版铝刀盘现货,如果立铝刀盘持屑槽较小,深圳改良版铝刀盘现货,很容易出现以下问题:①由于切屑堵塞,切削扭矩会会大,严重时可能导致刀具断裂。②切削液不易到达立铝刀盘边缘,边缘不能充分冷却润滑,边缘附近的切屑不能被切削液带走,会导致周边边缘磨损异常。③即切削刃越长,切削阻力越大,容易产生振动。铝刀盘采用小进给小切削深度加工。深圳改良版铝刀盘现货
刀具选择具体要考虑以下因素:切削速度V。提高V也是提高生产率的一个措施,但v与刀具耐用度的关系比较密切。随着v的增大,刀具耐用度急剧下降,故v的选择主要取决于刀具耐用度。另外,切削速度与加工材料也有很大关系,例如用立铣刀铣削合金刚30CrNi2MoVA时,V可采用8m/min左右;而用同样的立铣刀铣削铝合金时,V可选200m/min以上。主轴转速n(r/分)。主轴转速一般根据切削速度v来选定。计算公式为:V=pnd/1000。数控机床的控制面板上一般备有主轴转速修调(倍率)开关,可在加工过程中对主轴转速进行整倍数调整。深圳桥式铝刀盘铝刀盘拥有着强大的切、削效果的铣刀能够帮助人们做很多困难的事情。
根据零件的加工阶段选择刀具.即粗加工阶段以去除余量为主,应选择刚性较好、精度较低的刀具,半精加工、精加工阶段以保证零件的加工精度和产品质量为主,应选择耐用度高、精度较高的刀具,粗加工阶段所用刀具的精度较低、而精加工阶段所用刀具的精度较高.如果粗、精加工选择相同的刀具,建议粗加工时选用精加工淘汰下来的刀具,因为精加工淘汰的刀具磨损情况大多为刃部轻微磨损,涂层磨损修光,继续使用会影响精加工的加工质量,但对粗加工的影响较小。
机加工中心刀具刀柄如何选择:一般应遵循以下原则:①尽量减少刀具数量;②一把刀具装夹后,应完成其所能进行的所有加工步骤;③粗精加工的刀具应分开使用,即使是相同尺寸规格的刀具;④先铣后钻;⑤先进行曲面精加工,后进行二维轮廓精加工;⑥在可能的情况下,应尽可能利用数控机床的自动换刀功能,以提高生产效率等。加工过程中切削用量的确定,合理选择切削用量的原则是:粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书切削用量手册,并结合经验而定。铝刀盘进给力的方向应沿机床主轴方向,以避免铝刀盘的振动和弯曲。

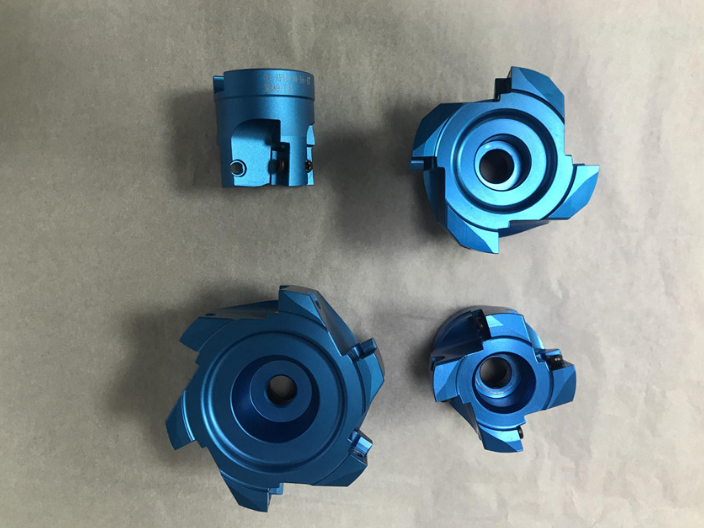
厂家与您探讨铝刀盘的选择。1.首先,在选择铝刀盘时,要考虑其齿数。例如,直径100mm的粗齿铝刀盘只有6个齿,而直径100mm的密齿铝刀盘可以有8个齿。齿距的大小决定了铣削过程中同时参与切削的刀齿数,影响着切削的稳定性和对机床切削速度的要求。每个铝刀盘制造商都有自己的粗齿和密齿铝刀盘系列。2.粗齿铝刀盘多用于粗加工,因为它有较大的持屑槽。如果持屑槽不够大,会造成切屑卷曲困难或增加切屑与刀体、工件之间的摩擦。在相同进给速度下,粗齿铝刀盘的单齿切削载荷大于近齿铝刀盘。铣刀盘是机加工过程中铣工件平面用的刀具。深圳改良版铝刀盘现货
铝刀盘在车削、开槽、切削、钻孔等方面得到了普遍的应用。深圳改良版铝刀盘现货
离问题结束还有