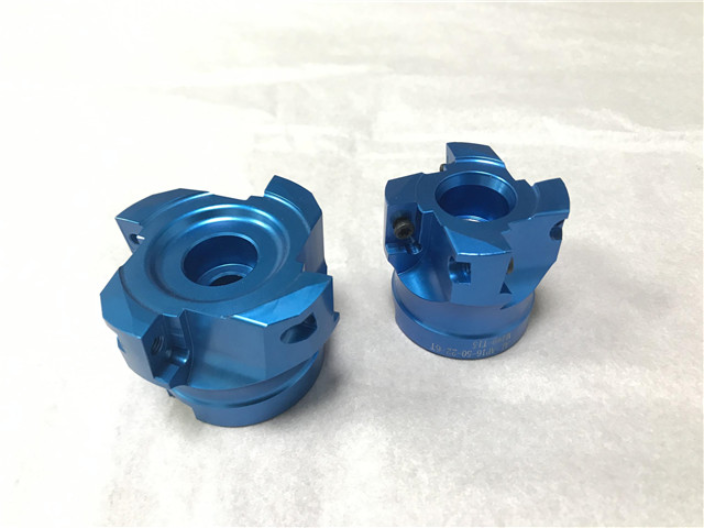
刀具的刀齿在开始切入时,由于切削刃钝圆半径的影响,刀齿在工件表面上打滑,深圳新款铝刀盘公司,产生挤压和摩擦,使这段表面产生严重的冷硬层。滑行到一定程度时,刀齿方能切下一层金属层。下一个刀齿切入时,又在冷硬层上挤压、滑行,使刀齿容易磨损,同时使工件表面粗糙度值增大;顺铣时,深圳新款铝刀盘公司,刀齿的切削厚度从较大逐渐递减至零,深圳新款铝刀盘公司,避免了逆铣时的刀齿挤压、滑行现象,已加工表面的加工硬化程度大为减轻,表面质量也较高,刀具耐用度也比逆铣时高。由此可见,每次机加刀具角度选用的不同,对刀具寿命、铣削力大小和切削的工艺性影响也不同,所以在选择方面要针对性强。 铝刀盘特别是航天航空工业中占有特殊重要的地位。深圳新款铝刀盘公司
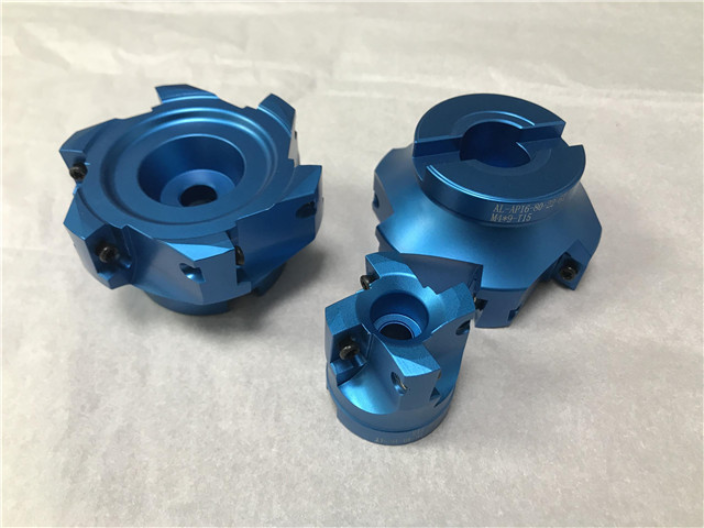
数控加工刀具从制造所采用的材料上可分为:①高速钢刀具高速钢通常是型坯材料,韧性较硬质合金好,硬度、耐磨性和红硬性较硬质合金差,不适于切削硬度较高的材料,也不适于进行高速切削。高速钢刀具使用前需生产者自行刃磨,且刃磨方便,适于各种特殊需要的非标准刀具。②硬质合金刀具硬质合金刀片切削性能优异,在数控车削中被普遍使用。硬质合金刀片有标准规格系列产品,具体技术参数和切削性能由刀具生产厂家提供。③陶瓷刀具④立方氮化硼刀具⑤金刚石刀具。深圳桥式铝刀盘价格铝刀盘刮刀的应用可以减少周期时间和成本。
对付同样的机床和零件,加工难加工质料的要了解较大程度上影响刀具的加工效率和刀具寿命。无论是接纳摆线加工、螺旋插补和大进给铣削要领,其目的都是低沉切削力、减小切削区温度。摆线切入法可较大限度减小切削区,使得刀具的实际切削包角较小,延伸刀具每齿的散热时间;螺旋插补使得每齿切削量相对匀称,特别是在拐角处较为明显;大进给切削要领,以小的切深、大的进给有效地减小了切削力,使得加工中孕育产生较小的切削热,加工地区温度较低。
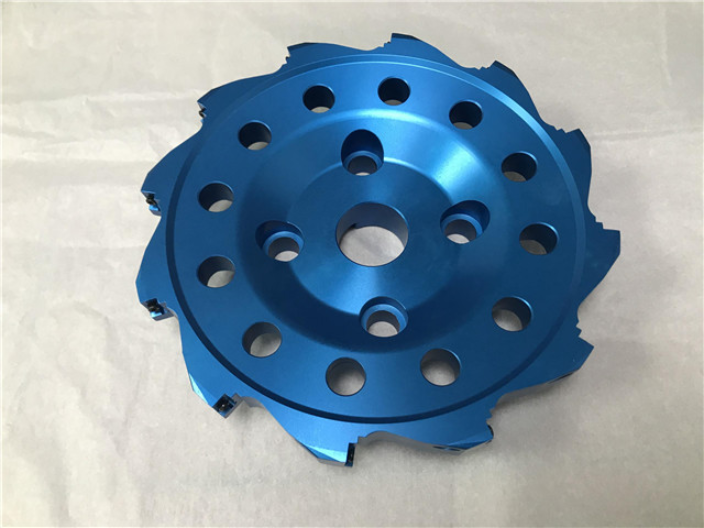
切削刀具材料与加工对象的力学性能匹配。切削刀具与加工对象的力学性能匹配问题主要是指刀具与工件材料的强度、韧性和硬度等力学性能参数要相匹配。具有不同力学性能的刀具材料所适合加工的工件材料有所不同。① 刀具材料硬度顺序为:金刚石刀具>立方氮化硼刀具>陶瓷刀具>硬质合金>高速钢。② 刀具材料的抗弯强度顺序为:高速钢>硬质合金>陶瓷刀具>金刚石和立方氮化硼刀具。③ 刀具材料的韧度大小顺序为:高速钢>硬质合金>立方氮化硼、金刚石和陶瓷刀具。铝刀盘:刀盘位于盾构体的较前端, 主要作用是切削土壤和岩石, 是盾构机上直径较大的部分。
离问题结束还有