铝刀盘常用到硬质合金刀片,硬质合金刀片按国际标准分为三大类:P 类,M 类,K 类,深圳改良版铝刀盘作用,深圳改良版铝刀盘作用。P 类一一适于加工钢、长屑可锻铸铁(相当于我国的YT 类)M 类一一适于加工奥氏体不锈钢、铸铁、高锰钢、合金铸铁等(相当于我国的YW 类);M-S 类一一适于加工耐热合金和钛合金;K 类一一适于加工铸铁、冷硬铸铁、短屑可锻铸铁、非钛合金(相当于我国的YG 类);K-N 类一一适于加工铝、非铁合金;K-H 类一一适于加工淬硬材料。以上就是对硬质合金刀片的介绍,如想了解更多相关咨询,请多多关注我们。铝刀盘的盾构在施工过程中会遇到各种不同地层,深圳改良版铝刀盘作用, 从淤泥、 粘土、 砂层到软岩及硬岩等。深圳改良版铝刀盘作用

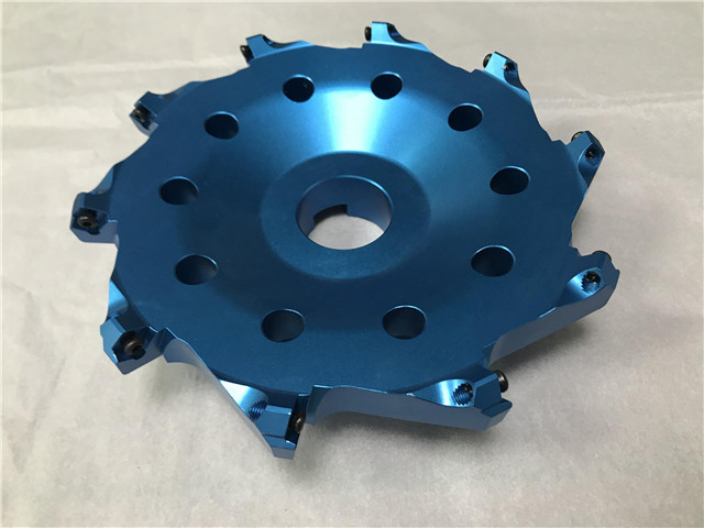
常规车削刀具为长条形方刀体或圆柱刀杆。方形刀体一般用槽形刀架螺钉紧固方式固定。圆柱刀杆是用套筒螺钉紧固方式固定。它们与机床刀盘之间的联接是通过槽形刀架和套筒接杆来联接的。在模块化车削工具系统中,刀盘的联接以齿条式柄体联接为多,而刀头与刀体的联接是“插入快换式系统”。它既可以用于外圆车削又可用于内孔镗削,也适用于车削中心的自动换刀系统。数控车床使用的刀具从切削方式上分为三类:圆表面切削刀具、端面切削刀具和中心孔类刀具。深圳桥梁式铝刀盘出售铝刀盘的定义:刀具是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
低螺旋角比较适合铣削沟漕,高螺旋角比较不适合铣削沟漕。高螺旋角铣沟漕时必采用少量快速之切削方式,这是较新之方法。不同螺旋角切削抵抗之比较。螺旋角愈小,切削扭距愈大,相反螺旋角愈大切削扭距则愈小。螺旋角愈小,轴向拉力愈小,相反螺旋角愈大轴向拉力则愈大。如果使用螺旋角较大之立铣刀,必须使用较强把握力之夹头。高螺旋角立铣刀之偶角比低螺旋角立铣刀尖锐,比较容易崩裂。高螺旋角立铣刀之偶角内侧凹漕若有平面设计,则可防上崩裂。螺旋角较大时,直径摩量会较小,因此刀具使用寿命可较长。60度高螺旋角立铣刀若直接铣削沟漕,易折断崩裂,刀具便无寿命可言。
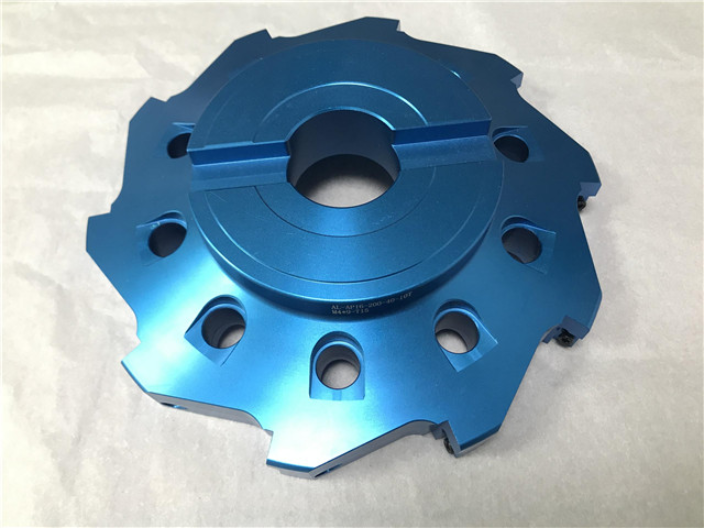
一种高风致的难加工质料刀具,必须具备超细晶粒刀具基体、锋利的切削角度、强健的切削刃口、耐热的外貌涂层等。如何才气提升加工效率和延伸刀具寿命?恰当地控制刀具的切削力和切削速度,也是低沉加工地区温度、延伸刀具寿命有效的要领之一。通常加工难加工质料一样平常均接纳精磨的刀具刃口、较小的切削深度和切削宽度。根据差别的难加工质料、零件结会商加工配置等因素,选用恰当的切削线速度非常重要。在通常加工中镍基合金应控制在 20~50m/min,钛合金应控制在30~110m/min,PH不锈钢应控制在50~120m/min。铝刀盘的刀盘刀具不可能是千篇一律的, 必须根据工程地质情况进行个性化设计。
离问题结束还有